3Dwork SLA/Resin Calibration Test

Description
PDFMore detailed information and guide → English Spanish
At 3Dwork we have set up an all-in-one test with what, from our point of view, we believe are the most complete tests to adjust our resin printer:
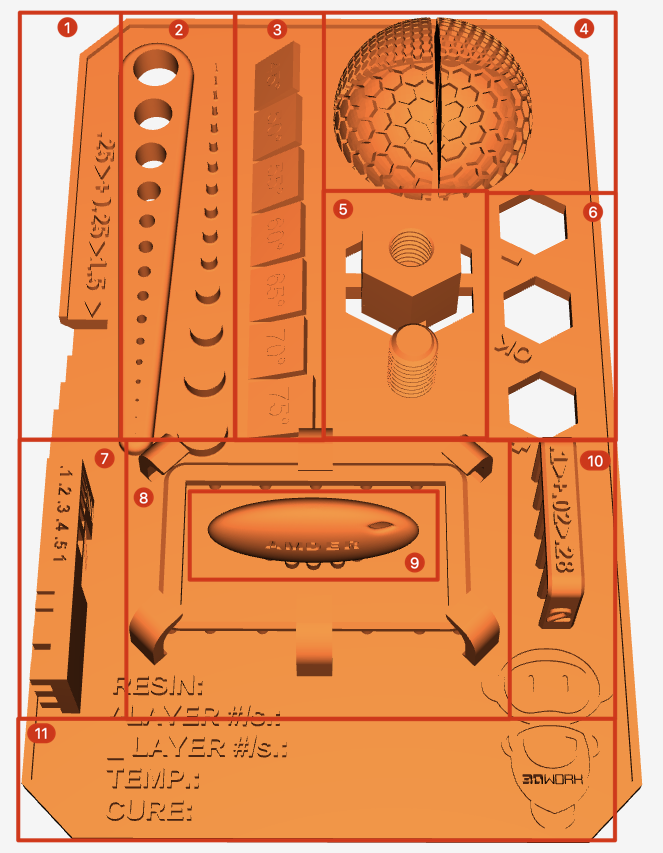
Among the tests included:
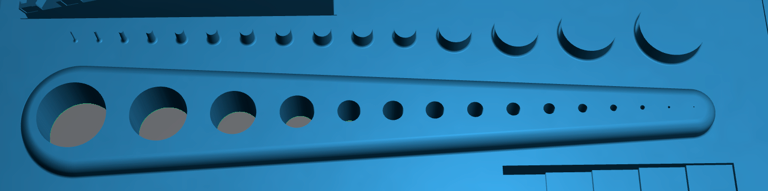
(1) Steps, this part of the test allows us to observe how reliable our first layers are where we have a step where we can measure the thickness from 0.25 to 1.5 mm in steps of 0.25 mm. We can use it as a guide when it comes to seeing how well level our platform is and the impact of dimensional accuracy on the Z axis when we make prints attached to our platform.

(2) Pins and gaps ( Photonsters Validation Matrix v2 ) , we have a series of positive and negative pillars.
- Upon exposure, we will see that in the plane of negative pillars (gaps in the plane) these are mostly closed
- Low exposure, we will see that not all the pins are formed correctly
(3) Angles, using angled columns we will see the behaviour of our printer to create flat surfaces and see optimal angles for our machine and antialiasing effect.

(4) Texturing ( Phrozen RP Tester ) , These tests will help us identify the level of detail that we can find with complex patterns. In addition, we can see how the area with patterns on the semi sphere affects the layer height and antialiasing values (typical steps that appear on the surfaces of our prints).
- Over exposure, we will see little definition in the different textures or even completely united
- Low exposure, some patterns will not form correctly as they do not join together
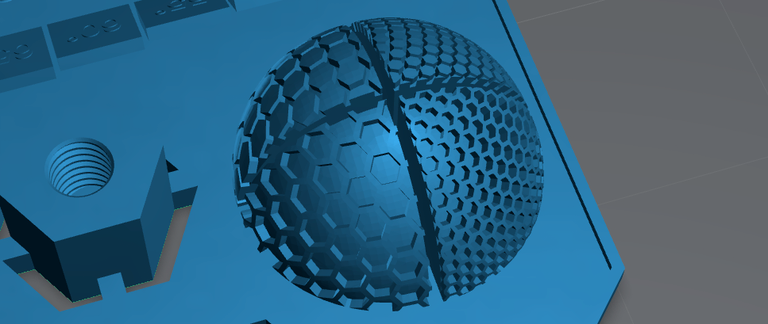
(5) Screw, this test consists of two parts... one the cylinder with a screw-like thread and the other its negative that we must remove from the test by cutting through the 4 sockets. This test allows us to verify the tolerances and expansion of the resin.
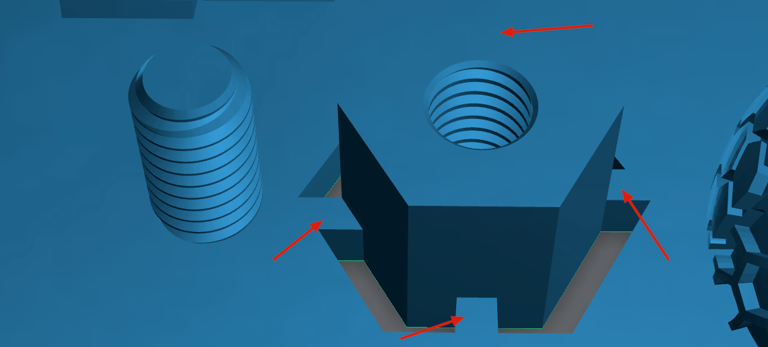
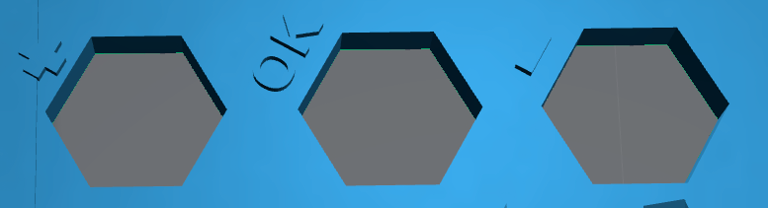
(6) Allen ( Mundo3D Maker Test Exposure Time Resin ) , basically consists of openings in the shape/size of a 4mm Allen key.
- If the key fits into the centre hole that has the text OK, it must fit without any play or pressure.
- If the key enters the hole with the + symbol, we will have to increase the exposure time by 0.1 seconds.
- If the key enters the hole with the - symbol, we will have to decrease the exposure time by 0.1 seconds.
(7) Vertical ( Michael's Calibration Matrix ) , a test that will give us very useful information when seeing the limits to build shapes in a vertical plane reliably. Simple pattern tests, bridges, diagonal columns are included.
- Over exposure, we will see that the numbers at the top are not read correctly, and some areas are completely closed, the patterns lack definition
- Low exposure, bridges tend to fall or not form properly, patterns do not close, or diagonal columns do not form correctly

(8) Cones ( based on Exposure Tester v2 by Dennys Wang ) , basically the bridge structure must come out correctly and not hang from the pillars. We advise you to review the following video for more information.
We have three support tests based on the default values used in Chitubox:
- LIGHT (base 0.8mm tip 0.3mm)
- MIDDLE (base 1mm tip 0.4mm)
- HEAVY (base 1mm tip 0.6mm)
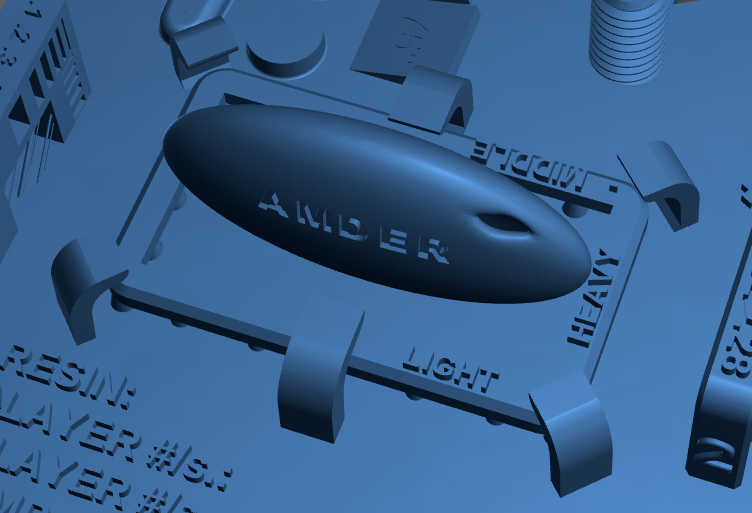
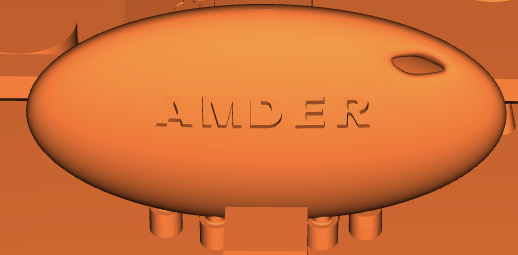
(9) Antialiasing oval ( Amder Antialiasing Test by Dennys Wang ), with this figure we can see how our printer and its configuration behave when making complex curved objects. To improve its finish, we will play with the antialiasing values. Layer height also affects a better finish.
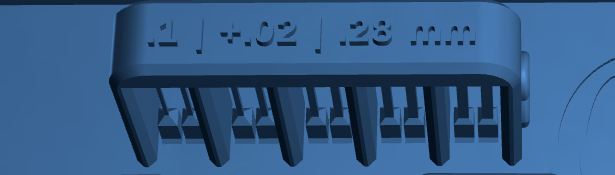
(10) Pillars/Supports ( based on J3D Tech's Boxes of Calibration ) , this test will simulate the construction of supports from 0.1mm to 0.28mm (0.02mm jumps between them). If they are not formed correctly, it is usually an indication that we need more exposure to them, although it is not imperative that they all have to be formed depending on the printer and configuration.
(11) Data, in this area we can write down:
- Resin that we use for the test
- Number and time of normal layers
- Number and timing of base coats
- Temperature during the test
- Curing time
Tags
Model origin
The author remixed this model.


Differences of the remix compared to the original
- Photonsters Validation Matrix v2 adapted the positive and negative pillars test.
- Phrozen RP Tester , used the semi sphere pattern test
- Mundo3D Maker Test Exposure Time Resin, adapted their Allen test
- Michael's Calibration Matrix, used their vertical plane tests
- Exposure Tester v2 by Dennys Wang, adapted their pins bridge test
- Amder Antialiasing Test by Dennys Wang, used their AMDER antialiasing test
- J3D Tech's Boxes of Calibration, adapted their pillars test





